
Hoe een pick-and-place machine te selecteren
Een Pick and Place-machine is de tweede stap in een bewerking voor plakken, plaatsen en opnieuw plaatsen. De functie "Plaats" volgt de functie "soldeerpasta" (stencilprinter). De 'plaats'-bediening selecteert en levert een component over het bord en laat het op zijn plaats vallen. De eenvoudigste vorm van pick en place-bediening is handmatig, dat wil zeggen handmatig een onderdeel uit een bak kiezen en, met behulp van een pincet en een vergrootglas, op het bord plaatsen en de bewerking voltooien met een hand vastgehouden soldeerbout.
Deze methode werkt goed als je alleen af en toe boards doet. Andere dingen om te overwegen - de grootte van de componenten (groot of klein) - beïnvloeden de tijd die nodig is om de hand te plaatsen en te solderen. Fijne tooncomponenten zijn een ander probleem, waarbij meer precisie en nauwkeurigheid vereist zijn en de menselijke factor een rol speelt. Het werk wordt dan saaier en tijdrovender.
Ten eerste zullen we ons richten op door machines ondersteunde handmatige systemen voor gebruikers die geïnteresseerd zijn om van een paar borden per dag naar veel hogere productievolumes te gaan. Volautomatische systemen zijn complex genoeg om ze afzonderlijk te behandelen.
PRODUCTIE VOLUME
Laten we beginnen met het aanpakken van productiebereiken voor verschillende soorten machine-geassisteerde handmatige systemen. Ter vergelijking: aangezien alle printplaten variëren in grootte en complexiteit, zullen we het hebben over volumes in termen van componenten per uur of CPH. Dit zal u helpen beslissen welk automatiseringsniveau u nodig heeft.
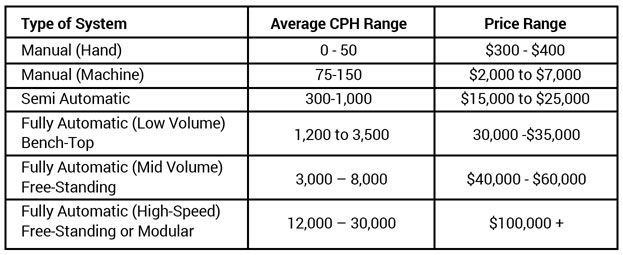
Aan de zeer lage kant van de schaal - met behulp van een handmatig handsysteem - zijn de enige kosten de geschikte handgereedschappen voor handmatige plaatsing zonder machine. Aan het hoge uiteinde van het spectrum zijn deze machines vaak modulair of aangepast voor een snelle werking zonder toezicht. Kopers op deze markt kijken waarschijnlijk meer naar ROI dan de initiële kosten.
 Fig 1: Voorbeeld van handmatige hoofd en armsteun voor ondersteuning |
Handmatige en semi-automatische systemen
Een handmatige keuze- en plaatsensysteem is wenselijk voor kleine, groeiende bewerkingen die hun in de hand gehouden productievolumes stapsgewijs moeten verhogen, terwijl ook de kwaliteit wordt verbeterd, waardoor herbewerking of uitval wordt verminderd; de nauwkeurigheid van plaatsing wordt echter nog steeds beperkt door het vermogen van de operator. Voordelen van een machine-geassisteerd manueel systeem omvatten:
Minder vermoeidheid van de machinist
Minder fouten bij plaatsing
Betere controle
Verbeterde opbrengst, minder nabewerking
Een machine-geassisteerd manueel systeem kan worden uitgerust met functies zoals een XY-indexeertafel met vacuümopneemkop of -pen; ergonomische bevestiging om vermoeidheid van de bestuurder te helpen verlichten; en extra bevestiging voor θ (rotatie) en Z (hoogte) positionering naast X en Y.
 Fig 2: Componenten trays en feeders |
Sommige machines bieden een optionele dispenser voor vloeibare soldeerpasta, die wordt aangebracht vlak voordat het onderdeel op het bord wordt geplaatst als er geen stencilprinter is gebruikt. Extra opties zijn onder meer:
Behandelingsplateaus voor componenten
Vloeibare dispenser
Tape Feeders
Feederrekken
Vision Assist-optie
Optionele standaards
In de meeste gevallen kunnen met de machine geassisteerde handmatige systemen worden gekocht met alleen de eerste levensbehoeften, en kunnen de gewenste opties later worden toegevoegd als ze nodig zijn.
 Fig 3: Een handmatige machine met visuele ondersteuning |
Halfautomatische systemen
Tegenwoordig worden er nog maar weinig halfautomatische machines gemaakt vanwege de toenemende betaalbaarheid van enkele van de meer geautomatiseerde systemen op de markt. Ze werden oorspronkelijk geïntroduceerd op een moment dat de sprong van handmatige naar volledig automatische systemen gewoon te duur was en beschikbaar werd gemaakt met enkele functies om de handmatige bediening te ondersteunen.
Correcter aangeduid als "verbeterde handmatige" systemen, omvatten semi-automatische pick-and-place machines meestal een computerinterface met een visiesysteem dat laat zien waar de componenten naartoe gaan, maar de plaatsing zelf gebeurt nog steeds handmatig. Dit type machine helpt de gebruiker om ultrafijne pitchcomponenten nauwkeuriger te positioneren voor toepassingen met een laag volume, een bewerking die zeer moeilijk te bereiken is met behulp van een eenvoudige machine-geassisteerde handmatige machine.
Makkelijk te gebruiken
De meeste pick-and-place machines kunnen overweg met een vrij groot aantal bordformaten, met een werktafel die is ontworpen voor boards tot 16 "x 24". Er is ook gemak van controle over de componenten, wat helpt bij nauwkeurigheid, samen met een eenvoudige leercurve. In de meeste gevallen is geen training vereist.
Laat elektrische vereisten niet over het hoofd. Zorg ervoor dat de machine die u koopt, plug-en-play in uw omgeving zal zijn zonder nieuwe bedrading aan te trekken of anders op een adapter / transformator te plannen.
AUTOMATISCHE PICK EN PLAATS MACHINES
We beginnen met te praten over twee aspecten van de machinecapaciteit - nauwkeurigheid en herhaalbaarheid en centreermethoden voor steken en plaatsen.
NAUWKEURIGHEID EN HERHAALBAARHEID
Voor productiemachines bevelen we doorgaans aan om een machine te zoeken met een nauwkeurigheid van +/- 0,001 "en een fijn pitch-vermogen van 12 mil op een herhaalde basis. Minder dure machines voldoen vaak niet aan deze specificatie, dus dat is iets om op te letten.
De meeste goedkope machines zullen ook niet standaard worden geleverd met een computer of software die zou kunnen helpen met de herhaalbaarheidsaspecten, zo niet de nauwkeurigheid. Sommige bieden misschien verbeterde technologie, de meeste niet.
PLAK EN PLAATS CENTRUMMETHODEN
Er zijn vier (4) methoden voor ophalen en plaatsen:
Geen centreermechanisme
Lasercentrering
Mechanisch (kaken)
Visie centreren
1. Methode 1: Geen centreermechanisme anders dan te vertrouwen op het ophaalpunt van het onderdeel voor plaatsing. Met andere woorden, het onderdeel is niet fysiek gecentreerd nadat het door de gereedschapskop is opgepakt en als het midden op het gereedschap wordt gepickt, zal het zich niet op het midden bevinden wanneer het op het bord wordt geplaatst. Dit is natuurlijk geen erg nauwkeurige plaatsingsmethode omdat er geen definieerbare tolerantie is. Je kunt verwachten dat deze methode wordt gebruikt door hobbyisten of instructeurs, maar zeker niet in een soort van productieomgeving met precisie. Er zijn ook niet veel opties beschikbaar en de betrouwbaarheid op lange termijn is twijfelachtig.
een. Voors: lage kosten.
b. Nadelen: lage nauwkeurigheid, herhaalbaarheid en betrouwbaarheid op lange termijn, geen opties of reserveonderdelen.
c. Maatbereik: geen definieerbare toleranties
 Fig 4: Mechanische centrering |
2. Methode 2: Mechanische centreerkaken of vingers Bij deze methode wordt het onderdeel opgenomen en verplaatst naar de middelste positie in de X- en Y-assen op de opneemkop. Doorgaans is deze methode eenvoudig in te stellen en herhaalbaar binnen een nauwkeurigheid van +/- .01 ". Deze centreermethode wordt meestal gevonden bij machines met een laag tot gemiddeld bereik.
een. Voors: gemakkelijk te leren en in te stellen; herhaalbare; een van de snelste methoden die momenteel beschikbaar zijn; een echt "on-the-fly" systeem; goedkoop.
b. Nadelen: raakt fysiek het onderdeel aan dat mogelijk niet geschikt is voor bepaalde soorten onderdelen, met name die met fijne leads.
c. Formaatbereik: 0201-pakketten tot 35 mm in het vierkant.
3. Methode 3: Lasercentrering Bij deze methode wordt de component inline opgepakt met een laserstraal die de middenpositie van de component op de gereedschapkop detecteert en het nulpunt van het onderdeel herberekent volgens zijn positie in de X-, Y-assen en rotatiepositie ten opzichte van de kop voor een nauwkeurige plaatsing op het bord.
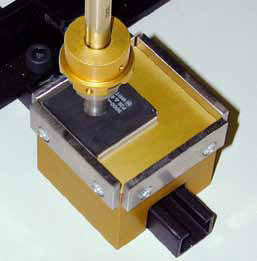 Fig 5: Mechanische kwadratuur (oudere versie) |
een. Voors: Touchless; on-the-fly (vergelijkbaar met mechanische methode).
b. Nadelen: het is minder betrouwbaar. Er zijn beperkingen aan het soort onderdelen dat het kan verwerken, zoals zeer dunne componenten (als ze .050 dun zijn, moeten ze mogelijk worden gereset vanwege deelvariaties, zelfs van dezelfde leverancier); vereist een langere insteltijd, omdat de Z-as (onderdeeldikte) moet worden gedefinieerd; duurder dan mechanische centrering, maar ongeveer hetzelfde als Vision.
c. Maatbereik: kan geen onderdelen onder 0402 verpakkingen of groter dan 35 mm in het midden centreren.
4. Methode 4: Vision centreren Hier zijn er twee soorten: Look-Down en Look-Up. Door het zicht naar beneden te kijken, wordt de bovenkant van het onderdeel weergegeven voordat het wordt opgehaald voor de ophaallocatie. Vervolgens berekent het zijn middelpunt, vergelijkt het met het afbeeldingsbestand van de opgeslagen database, neemt het component op en transporteert het naar zijn positie op het bord.
een. Voors: True touchless centering; kan omgaan met vreemd gevormde en delicate componenten; Look-Down Vision Centering plaatsing is nauwkeurig tot +/-. 004 ".
b. Nadelen: Typisch langere insteltijden vanwege de noodzaak om het vision-systeem te leren hoe te identificeren deelafbeeldingen die zijn opgeslagen in de database van de machine; een langzamere methode van centreren als gevolg van tijdplak vereist voor verwerking; Visie is duurder dan de mechanische methode; voor Look-Down-zicht kan het onderdeel van het oppakpunt naar de plaatsing op het bord gaan.
c. Groottebereik: 0402 - 15 mm
 Fig 6: Kijken en uitkijken van het gezichtsvermogen |
De Look-Up Vision-methode is de meest nauwkeurige centreringsmethode die beschikbaar is. Het onderdeel wordt eerst opgenomen in het oppakgebied, verplaatst naar een camerastation dat naar de onderkant van het onderdeel kijkt en berekent de middenpositie ervan.
een. Voors: Echte aanrakingloze centrering, handelt gevoelige componenten af; nauwkeurig tot +/- .001 "positioneringsvermogen
b. Nadelen: doorgaans een langere insteltijd vanwege de noodzaak om het vision-systeem te leren hoe het beeld moet worden geïdentificeerd, opgeslagen in de database van het apparaat; een langzamere methode van centreren als gevolg van verwerkingstijd; Visie is duurder dan de mechanische methode.
c. Maatbereik: 01005 - 50 mm (zie kleinere en meer details)
De Pick-Up and Centering-methode die u kiest, zal van grote invloed zijn op de kwaliteit en snelheid van uw productiebehoeften, samen met hoe deze nauwkeurigheid terug te koppelen aan de machine. Maar dat is nog maar het begin.
Zoals met elke complexe machine, zullen er compromissen worden gesloten tussen kosten en capaciteiten, waarvan sommige specifiek betrekking hebben op productienauwkeurigheid en opbrengst. We zullen het volgende aanpakken:
Mechanische positioneringsmethoden
Machinebouw
Afgifte van soldeerpasta
Component feeders
Om te beoordelen, zijn er bij het starten van het evaluatieproces twee bepalende factoren waarmee u rekening moet houden en die bepalen welke categorie geschikt is voor uw machine. De eerste hoofdfactor is CPH (componenten per uur) en de secundaire factor is machinemogelijkheid. Hoewel het constructief is om eerst te begrijpen hoe de productiesnelheid van invloed is op het type en de prestaties van een pick-and-place machine, raadpleegt u de voorgaande twee hoofdstukken voor die bereiken.
Machinecapaciteit is de tweede bepalende factor bij het kiezen van de juiste automatische pick en plaats de machine voor uw behoeften. In dit hoofdstuk zullen we ingaan op drie aspecten van machinemogelijkheden die een directe impact hebben op de kwaliteit van het eindproduct en de productieopbrengst.
COMPONENT POSITIONERINGSSYSTEMEN
 Fig 7: Component Pickup Strip |
Nadat elk onderdeel is opgepakt en gecentreerd in het gereedschap volgens een van de methoden die in het vorige hoofdstuk zijn beschreven, moet het vervolgens nauwkeurig op het bord worden gepositioneerd, in een XY-positie. Er zijn drie methoden die vaak worden gebruikt voor positionering:
Positionering zonder feedbacksysteem (open-lussysteem)
Positionering met roterende encoders (gesloten-lussysteem)
Positionering met lineaire encoders (gesloten lussysteem)
Methode 1: Geen positioneringterugkoppelingslus In dit systeem drijft de motor het onderdeel naar een locatie op het bord die in het programma is gedefinieerd met het aantal stappen op elke XY-as, maar er is geen manier om te bepalen of het daadwerkelijk rechts terecht komt plaats. Deze systemen gebruiken stappenmotoren voor positionering.
een. Voors: lage kosten
b. Nadelen: onbetrouwbare nauwkeurigheid; niet aanbevolen voor productie van hoge kwaliteit
Methode 2: Positionering met roterende encoder Bij deze methode wordt een encoder direct op de motoras gemonteerd en levert positieterugkoppeling aan het regelsysteem; het rapporteert echter alleen de motorpositie en niet de werkelijke positie van de xy-as. Dit is afhankelijk van de rest van de mechanische componenten waaruit de machine bestaat. Deze machines kunnen stappenmotoren of servomotoren gebruiken. (en meestal geassocieerd met kosten)
c. Voors: lage kosten; dit systeem wordt veel gebruikt op instapmachines
d. Nadelen: standaard positioneringsnauwkeurigheid van +/- .005 "
Methode 3: Positionering met lineaire encoder Bij deze methode worden lineaire schalen aan de XY-assen-tabel van de machine gemonteerd en wordt een encoder op de rijstraal gemonteerd die de componenten zal vervoeren. Deze methode rapporteert zijn werkelijke positie terug naar het controlesysteem en corrigeert de positie die is geprogrammeerd, indien nodig, tot op enkele microns van de werkelijke X & Y-locatie voor de componentplaatsing (gewoonlijk zijn dit 12.800 incrementen - of stappen - voor elk inch van reizen). De beste machines in deze categorie maken gebruik van servomotoren.
e. Voors: Zeer hoge nauwkeurigheid, tot binnen +/- .0005 "; zeer herhaalbaar
f. Nadelen: duurder, maar noodzakelijk voor hoogwaardige productie
OPMERKING: De kwaliteit van de encoder (de positie-terugkoppelingssensor) is een belangrijk element in het hele systeem en heeft invloed op de nauwkeurigheid.
 Fig 8: Volledig gelaste constructie |
MACHINE CONSTRUCTIE
Wanneer u een pick-and-place-machine selecteert, moet u zich ervan bewust zijn dat de constructie het effectieve CPH-bereik en de voetafdruk dicteert, inclusief overwegingen voor het aantal componentfeeders dat deze kan bevatten.
1. All-welding staal: de nauwkeurigste machine zal een frame hebben dat van stevige gelaste structurele staalbuis wordt geconstrueerd. Dit biedt een aanzienlijke stabiliteit die nodig is voor nauwkeurige positionering en snelle beweging van X- en Y-assen. Deze constructiemethode wordt aanbevolen voor ELKE productieomgeving en deze blijft stabiel zonder dat er doorlopende kalibratie vereist is.
2. Frame met boutverbindingen : geëxtrudeerd aluminium of gevormd plaatwerkframe wordt geleverd met een lagere beginnauwkeurigheid dan een gelast frame en moet langzamer lopen omdat het de snelle traagheidsverschuivingen van X-Y-asbewegingen niet aankan. Verder zal het waarschijnlijk vaak buiten de kalibratie gaan, hetgeen een nadelige invloed heeft op de arbeidstijd, uitvaltijd en opbrengst. (Lagere kosten weerspiegelen meestal een zwakkere constructie.)
AFGIFTE VAN SOLDEERPASTE / VLOEISTOF
Elke pluk- en plaatsmachine zou in staat moeten zijn om vloeistofdoseersystemen aan te bieden. De meest voorkomende vloeistoffen zijn soldeerpasta's, kleefstoffen, smeermiddelen, epoxy's, vloeimiddelen, lijm, kitten en nog veel meer. Dit is een waardevolle optie bij het bouwen van prototypen of eenmalige PCB-assemblages die niet de kosten rechtvaardigen van een speciale printerstencil of -folie.
 Fig 9: Werkdek met componentfeeders |
COMPONENTENVOEDERS
Als de productie van de machine is toegewijd aan een klein aantal componenten en type taak, is het heel eenvoudig om het aantal en type feeders te identificeren. Dit is echter meestal niet het geval bij contractassemblewinkels, omdat ze niet weten wat voor soort bord en hoeveel verschillende componenten de volgende taak zal vereisen. Sommige OEM's hebben ook flexibiliteit nodig voor een breed scala aan bordconfiguraties, vooral als ze van plan zijn dezelfde machine te gebruiken voor prototypen en verschillende productieplaten. Het is dus handig om in die gevallen een machine te overwegen met het grootste aantal invoerposities en opties die geschikt zijn voor de footprint die uw ruimte aankan.
Typen feeders zijn onder andere:
Cut strip-houders worden meestal geassocieerd met de wereld met een laag volume.
Matrixvakhouders worden gebruikt voor componenten die niet beschikbaar zijn op tape.
Buisinvoereenheden leveren componenten af die in buizen worden geleverd.
Toners met elektrische tape (en haspels) zijn in eerste instantie meestal duurder, maar bieden de beste langetermijninvestering. Elektrische tape-feeders zijn verkrijgbaar als afzonderlijke eenheden in verschillende groottes en bestrijken het bereik van 0201-componenten tot 56 mm grote componenten. Veel fabrikanten bieden nu een meervoudige feeder aan (ook wel bankfeeder genoemd). Deze zijn beschikbaar voor tape van 8 mm en kunnen worden geleverd met maximaal twaalf 8 mm feederbanen per eenheid.
 Fig 10: Tape-feeder |
Aangezien componenten in vele vormen zijn verpakt, bijvoorbeeld afzonderlijke componenten op tape, quad-packs, matrixbakken, buizen, gesneden stroken, enz., Hangt de keuze van de feeders af van uw productie, maar ook van eventuele beperkingen van uw formaat. Een goed startpunt is om de meeste feeders te kopen die je kunt krijgen in de footprint die je beschikbaar hebt.
SOFTWARE
Bij de aanschaf van een Pick and Place-machine is een van de belangrijkste overwegingen de software-interface. Er zijn drie hoofddoelen van een goed besturingssysteem voor gebruikers in het bereik van laag tot middenvolume, gedefinieerd als maximaal 8.000 CPH:
Maximaal gebruiksgemak
Biedt een brede flexibiliteit
Prestaties optimaliseren
 Fig 11: Machinegrondplaat |
Makkelijk te gebruiken
Omdat assemblagebewerkingen van klein naar middenvolume vaak van project moeten wisselen, is het gemak van installatie en gebruik een veel belangrijker factor dan bij grote volumes, waarbij een enkele set een reeks van honderdduizenden componenten aankan. De werkplaatssamensteller moet voldoende wendbaar zijn om snel te kunnen schakelen tussen een groot aantal bordformaten en componentselecties om aan een verscheidenheid aan productie-eisen te voldoen. De machine moet ook een breed scala aan componentgroottes aankunnen, van heel klein tot heel groot, zonder de instelling en het testen te belasten.
Grootschalige productiemachines bestaan daarentegen vaak uit verschillende modules van pick en place-systemen, in lijn gepositioneerd waar ze het meest nodig zijn voor onderdelen met fijne spoed, spaanders of optionele taken. Hierdoor kan de producent van hoog volume een lijn aanpassen om de productiesnelheid, efficiëntie en kwaliteit te optimaliseren. In deze omgevingen kan een langere installatie worden getolereerd, omdat deze wordt gecompenseerd in productie-efficiëntie.
Eerst een paar basisvragen:
Komt het model dat u bekijkt met een computer, of alleen de software? Dit is niet goed of slecht, omdat sommige gebruikers de software liever op hun eigen pc installeren; een volledig geïntegreerd systeem zorgt echter dat er geen compatibiliteitsproblemen met de software zijn en dit kan de installatie en configuratie stroomlijnen.
Werkt het apparaat op een vertrouwde grafische gebruikersinterface (GUI) zoals Windows ™ of een eigen systeem? Bijna elke operator zal onmiddellijk vertrouwd zijn met de intuïtieve interface van Windows-conventies, een belangrijke factor voor het versnellen van de bruikbaarheid, met name voor een nieuwe machine. Een eigen GUI kan een langere leercurve vereisen.
Skill-sets van de operator moeten door de machineprovider worden uitgebreid met:
Goede documentatie
Praktische training of video's
Een hulpprogramma om de machine gemeenschappelijke onderdelen en repetitieve routines te leren
Voor machines die meer dan 8000 CPH gebruiken, verwacht een hogere leercurve omdat de complexiteit aanzienlijk toeneemt.
Flexibiliteit
Een belangrijk hulpmiddel om te zoeken naar dat geeft de aangepaste assembler grote flexibiliteit is een Universal CAD Translator-functie (UCT). Met het UCT kunnen gebruikers de pick-and-place-gegevens in de database van de machine importeren om het programma te maken en te schalen. Wanneer een project wordt gestart, selecteert de gebruiker het programma dat moet worden uitgevoerd vanuit een gearchiveerde reeks bestanden. Hierdoor kan snel van de ene naar de andere kaart worden overgeschakeld, omdat alle programmering wordt opgeslagen.
 Fig 12: Scherm van Universal CAD Translator (UCT) softwareprogramma |
| 01. Tekstvenster toont het bestand dat moet worden geïmporteerd en de locatie / het pad ervan. 02. Druk op de knop om een venster te openen waarmee de gebruiker het CAD-bestand dat moet worden geïmporteerd kan wijzigen. 03. Geeft de map weer waarnaar het geconverteerde bestand in het .prg-formaat wordt opgeslagen. 04. Druk op Bladeren opent venster om de gebruiker toe te staan de locatie te wijzigen waarin de map voor het .prg-bestand zal worden opgeslagen. 05. Standaardnaam van geëxporteerd bestand. Kan worden gewijzigd door in dit tekstvak te bewerken. 06. Zijden importeren. 07. Top- indien geselecteerd / aangevinkt, zal de plaatsing van de componenten bovenaan worden geïmporteerd. 08. Onderaan - indien geselecteerd / aangevinkt, wordt de plaatsing van de componenten aan de onderkant geïmporteerd. 09. Geeft de bestandsnaam en het pad / de locatie van het bestand weer nadat het importeren is voltooid. 10. Invoer bestandsvoorbeeld gefilterd (maximaal 50 regels). | 11. Tekens ingevoerd om onnodige informatie te negeren die niet vereist is voor het .prg-bestand. 12. Voer het aantal te negeren lijnen in tijdens het importeren en plaatsen van CAD tijdens het importproces. 13. Met behulp van cComment Char of Ignor Lines wordt het bestand in het voorbeeldvenster weergegeven zonder commentaarregels. 14. Geeft het bestand weer in het voorbeeldvenster in de oorspronkelijke indeling (inclusief opmerkingen). 15. Informatiebox. 16. Geeft programmaregels weer die uit de door de gebruiker gedefinieerde selecties worden geïmporteerd. 17. Geeft lijnen weer die daadwerkelijk zijn geïmporteerd. 18. Geeft regels weer die niet in .prg-indeling zijn geïmporteerd. 19. Geeft het aantal regels weer dat de UCT heeft verwerkt voor het importeren van het bestand in het .prg-formaat. 20. Voegt hoek toe aan elke plaatsing. |
Een andere functie waarnaar moet worden gezocht, is een masterfeeder en een componentendatabase. Zodra de operator componentgegevens opslaat, is deze er voor altijd en kan deze worden geopend en geïmporteerd in elke nieuwe configuratie van de kaartconfiguratie. Deze database wordt groter naarmate u componenten toevoegt, dus na verloop van tijd zult u minder tijd besteden aan programmeren en meer tijd aan productie. Vaak onthoudt de database de inventaris, dus als u componenten gebruikt, is de resterende voorraad altijd beschikbaar om te controleren. Dit is een geweldige functie voor planning en inventarisplanning.
Controleer of het systeem dat u overweegt, alleen gegevens opslaat voor bepaalde kaarten in plaats van een volledige componentendatabase. Als dit het geval is, onthoudt het alleen specifieke gegevens uit de kaartcomponenten en wordt niet alle beschikbare voorraad weergegeven.
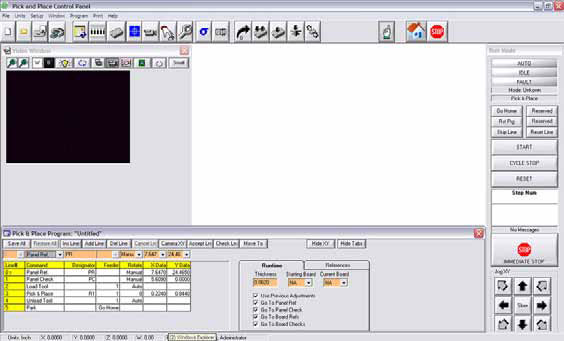 Fig 13: Scherm van offline simulatie voor optimalisatie |
optimalisatie
Bepaalde hulpprogramma's zijn vaak voorzien van een goed ontworpen apparaat om te helpen bij het instellen en programmeren van het systeem. Een van de belangrijkste hulpprogramma's die van invloed zijn op geoptimaliseerde prestaties, is offline software.
Offline-software stelt de gebruiker in staat om de pick- en plaatsmachine-routine in een afgelegen omgeving te simuleren voor programmering. Het kan op elke computer worden geïnstalleerd en lijkt op de GUI van het apparaat. Hiermee kan de gebruiker het programma manipuleren om functies te sorteren en programmaregels te wijzigen voor het meest efficiënte gebruik en snelheid, bijvoorbeeld door gelijksoortige componenten in dezelfde volgorde te aggregeren, toolwijzigingen te minimaliseren en de tijd die het kost om die functies uit te voeren. Het kan ook boardreferenties voor multi-boards creëren voordat het op de machine wordt uitgevoerd.
Om de taakwisseling te versnellen, moet de software-interface subroutines bevatten voor algemene bewerkingen, zoals het instellen van matrixladen, het identificeren van stripfeeders en lesgeven voor het centreren van het gezichtsvermogen. Uitgaand van het laatste punt, moet de interpretatie van de afbeelding duidelijk en duidelijk zijn; als dat niet zo is - en het apparaat heeft moeite met het herkennen van een component - kan het resultaat een verkeerd geplaatst onderdeel zijn, wat resulteert in veel onnodige nabewerking. Een goed ontworpen software-interface legt een reeks beeldkwaliteiten vast voor elk componenttype die allemaal representatief zijn voor een acceptabel onderdeel en slaat het op als een goedgekeurd bestand. Dit verbetert de snelheid, herhaalbaarheid en efficiëntie en de kwaliteit van het uiteindelijke bord.
Andere Overwegingen
Net zo belangrijk als de fysieke kenmerken van een hoogwaardige pick-and-place machine zijn de 'zachte' functies. Zorg ervoor dat je checkt op:
Beschikbaarheid van training op locatie of in de fabriek?
Diagnose op afstand - kan uw leverancier dit via online ondersteuning bieden?
Essentiële software-updates - komen ze gratis of met een prijs?
Is de software-interface beschikbaar voor beoordeling voorafgaand aan de verkoop?
ONDERSTEUNING VAN DE VERKOPER
Als u een SMT-apparaat evalueert, beschouw dan fabrieksondersteuning als een van de belangrijkste activa van uw aankoop. De beste manier om te leren hoe een bedrijf met zijn klanten omgaat, is via mond-tot-mondreclame. Praat met verschillende klanten om erachter te komen hoe blij ze zijn met de machine, de verkoper en de ondersteuning die ze bieden. Waar is de fabriek? Kunnen ze helpen bij het oplossen van uitlijningsproblemen via de telefoon? Bieden ze velddienst aan? Hebben ze reserveonderdelen op voorraad voor onmiddellijke verzending? Hoewel er niet veel van een gebruikte markt is voor handmatige, machinegestuurde of verbeterde handmatige oogst- en plaatsmachines, is het nog steeds een goed idee om uw leverancier te vragen naar hun oudere machines in het veld en als u onderweg bent, zijn reserveonderdelen beschikbaar, en over hun vermogen om een reserveonderdeel aan te passen als de machine verouderd raakt. Vraag wat de verwachte levenscyclus van het product is. De industrienorm is zeven jaar. Vergeet niet dat er een verschil is tussen een echte fabrikant en een leverancier of distributeur van apparatuur.